

TheKumpulan Rolleradalah komponen teras penghantar tali pinggang, yang bertanggungjawab untuk menyokong tali pinggang penghantar dan mengurangkan rintangan berjalan. Kualiti pemasangannya secara langsung memberi kesan kepada kestabilan, hayat perkhidmatan, dan bunyi operasi penghantar. Butiran berikut perkara utama pemasangan kumpulan roller dari empat dimensi: penyediaan pra-pemasangan, proses pemasangan teras, untuk memastikan proses pemasangan standard dan cekap.
1. Penyediaan Pra-Perhimpunan: Letakkan asas dan elakkan risiko
Sebelum perhimpunan, tiga tugas teras - "Pemeriksaan Bahan, Penyediaan Alat, dan Pembersihan Alam Sekitar" -membuat untuk mengelakkan kerja semula atau bahaya kualiti yang disebabkan oleh ketinggalan awal.
1.1 Pengiraan Bahan dan Pemeriksaan Kualiti
● Periksa komponen teras kumpulan roller satu demi satu: penggelek (termasuk badan roller, perumahan, galas, dan anjing laut), kurungan, aci, pengikat (bolt, kacang, pencuci), dan lain -lain. Pastikan kuantiti sepadan dengan lukisan, tanpa bahagian yang hilang atau salah.
● Pemeriksaan kualiti komponen utama:
◆ Badan roller: tiada benjolan, ubah bentuk, atau karat di permukaan; ketebalan dinding seragam (pemeriksaan tempat dengan caliper tersedia); Perumahan galas di kedua -dua hujungnya dikimpal dengan kukuh (tiada kimpalan palsu atau retak).
◆ Galas: Putaran fleksibel tanpa jamming atau bunyi yang tidak normal; penutup meterai utuh (untuk mengelakkan habuk dan minyak dari masuk); Model sepadan dengan lukisan (mis., Bearing Ball Groove Deep 6204, 6205).
◆ Kurungan: Bahan memenuhi keperluan (kebanyakannya Q235 Steel); tiada burrs atau ubah bentuk pada sendi kimpalan; Kedudukan tepat lubang pelekap (diameter lubang sepadan dengan bolt, dengan ralat ≤ 0.5mm).
1.2 Alat dan Penyediaan Bahan Auxiliary
● Alat penting: sepana tork (kritikal untuk memastikan tork pengetatan bolt memenuhi standard), sepana laras, sepana soket heksagon, caliper (untuk mengukur dimensi), mengukur tolok (untuk mengukur jurang), untuk mengelakkan kerosakan dari
● Bahan tambahan: Grease (memadankan galas, seperti gris berasaskan lithium No. 2, yang digunakan untuk pelinciran galas), perencat karat (disembur pada sendi kimpalan kurungan selepas pemasangan), pembersihan kain (untuk menyapu noda minyak dan debu pada komponen).
1.3 Keperluan Persekitaran Perhimpunan
● Tapak harus rata dan kering, mengelakkan persekitaran lembap (untuk mengelakkan komponen berkarat) dan persekitaran berdebu (untuk mengelakkan kekotoran memasuki galas).
● Lay pelindung pad (mis., Pad getah, papan kayu) untuk mengelakkan calar pada badan roller yang disebabkan oleh hubungan langsung dengan tanah.
2. Proses pemasangan teras: beroperasi mengikut urutan dan pastikan ketepatan
PerhimpunanKumpulan RollerHarus mengikuti urutan "Kumpulkan Pertama Unit Roller → Kemudian Kumpulkan Kurungan → Akhirnya Betulkan dan Sahkan". Ketepatan mesti dikawal dalam setiap langkah untuk mengelakkan misalignment komponen.
Langkah 1: Perhimpunan Unit Roller (teras teras)
Unit roller adalah "unit pelaksanaan" kumpulan roller, yang terdiri daripada badan roller, galas, aci, dan meterai minyak. Semasa perhimpunan, tumpuan untuk memastikan "galas fleksibel dan pengedap yang boleh dipercayai".
1.1 Perhimpunan Galas dan Perumahan Bearing
Pertama, gunakan sedikit gris ke dinding dalaman perumahan galas (lapisan nipis yang meliputi dinding dalaman cukup; gris yang berlebihan boleh menyebabkan galas panas).
● Gunakan akhbar untuk lancar menekan galas ke dalam perumahan galas (titik permohonan daya adalah pada cincin luar galas; menekan cincin dalaman dilarang). Pastikan tiada jurang antara galas dan perumahan galas (pemeriksaan dengan tolok perasa tersedia, dengan jurang ≤ 0.05mm).
● Pasang meterai minyak: Benamkan meterai minyak (kebanyakannya meterai minyak dua kali) ke dalam alur perumahan galas. Pastikan meterai minyak dipasang dengan ketat pada cincin luar galas tanpa sisihan (untuk mengelakkan kebocoran gris atau kemasukan habuk semasa operasi).
1.2 Perhimpunan badan aci dan roller
● Lulus aci (dengan permukaan licin dan tiada burrs) melalui cincin batin galas pada satu hujung badan roller, dan perlahan -lahan menolaknya ke cincin batin di bahagian lain. Pastikan aci dilampirkan sepenuhnya pada cincin dalaman galas (tiada kelonggaran).
● Ujian putaran badan roller: Putar badan roller dengan tangan; Ia harus berputar secara fleksibel tanpa jamming atau bunyi yang tidak normal, dan inersia putaran harus seragam (tidak ada "rasa gagap"). Sekiranya terdapat jamming, membongkar dan periksa sama ada galas itu dipasang secara terbalik atau jika terdapat kekotoran.
Langkah 2: Perhimpunan unit roller dan pendakap
Kurungan adalah "bingkai sokongan" kumpulan roller. Adalah perlu untuk memastikan kedudukan tepat unit roller pada pendakap untuk mengelakkan sisihan tali pinggang penghantar.
2.1 Kedudukan unit roller
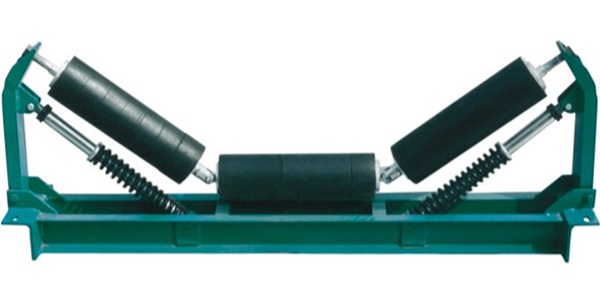
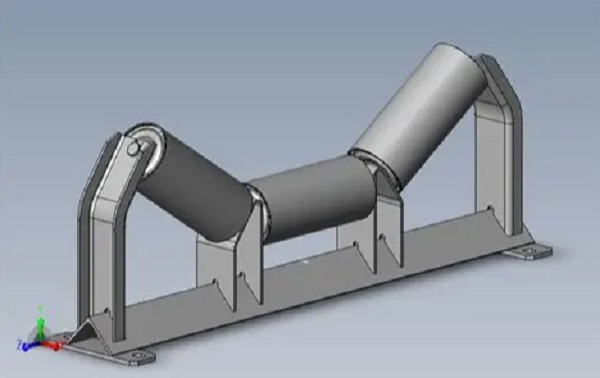
● Mengikut keperluan lukisan, letakkan unit roller yang dipasang (kumpulan roller tunggal biasanya mengandungi 2-5 unit roller, contohnya, "kumpulan roller selari" mengandungi 3 unit, dan "kumpulan roller roller" mengandungi 2 roller sisi + 1 roller tengah) ke dalam alur pemasangan.
● Perhatian khusus harus dibayar kepada kumpulan roller palung: Sudut antara penggelek sampingan dan roller tengah (biasanya 30 °, 35 °, 45 °, mengikut keperluan lukisan) harus diukur dengan penguasa sudut, dengan kesilapan ≤ 1 ° (sisihan sudut akan menyebabkan daya yang tidak sekata pada tali pinggang penghantar, mudah membawa kepada penyimpangan).
2.2 pembaikan bolt
● Lulus bolt melalui lubang pelekap pendakap dan lubang perumahan galas unit roller, letakkan pada pencuci (mesin basuh rata + basuh musim bunga untuk mengelakkan longgar), dan terlebih dahulu mengetatkan kacang dengan tangan.
● Gunakan sepana tork untuk mengetatkan bolt mengikut tork yang dinyatakan dalam lukisan (mis., Tork untuk bolt M10 biasanya 25-30N · m, dan untuk bolt M8 adalah 15-20n · m). Tork yang berlebihan (yang boleh menyebabkan kerosakan bolt) atau tork yang tidak mencukupi (yang boleh menyebabkan melonggarkan semasa operasi) adalah dilarang.
● Mengetatkan urutan: ketatkan secara simetri (mis., 4 bolt harus diperketatkan dalam "urutan pepenjuru" untuk mengelakkan ubah bentuk kurungan).
Langkah 3: Pengesahan dan Pelarasan Keseluruhan
Selepas perhimpunan, menjalankan pemeriksaan keseluruhan untuk membetulkan penyimpangan tepat pada masanya:
● Gunakan tahap untuk mengesan permukaan bawah pendakap: Pastikan pendakap adalah mendatar (sisihan mendatar ≤ 0.5mm/m). Sekiranya cenderung, laraskan gasket (letakkan gasket di bahagian bawah pendakap; lenturan paksa pendakap dilarang).
● Periksa paralelisme unit roller: penggelek sisi palungKumpulan Rollerharus diedarkan secara simetri di kedua-dua belah roller tengah, dengan kesilapan paralelisme ≤ 0.3mm/m (pengesanan dengan kaedah tali-tali: tarik garis lurus di kedua-dua hujung penggelek dan mengukur perbezaan jarak antara penggelek dan garis lurus).
● Putar semua penggelek sekali lagi: Pastikan semua penggelek berputar secara fleksibel tanpa "jamming individu". Sekiranya terdapat jamming, membongkar dan periksa perhimpunan galas atau aci.












